






As the global new energy industry rapidly develops, lithium battery production has become a key element in achieving a zero-carbon future. Safety is paramount in the production process, especially during cutting and welding operations, which generate large amounts of flammable and explosive dust. If not effectively managed, this dust poses a significant explosion risk to the entire workshop.
Villo has long been committed to developing industrial dust collection and explosion protection technology. As a long-term partner of leading lithium battery manufacturers, Villo has accumulated extensive experience in lithium battery production lines. To date, Villo has provided over 40,000 sets of equipment worldwide for processes including mixing, calendering, slitting, cutting, stacking, winding, busbar welding, and laser marking. These solutions include central dust collection and explosion-proof systems, as well as customized dust collectors, compression machines, and a series of explosion-proof dust collection equipment tailored to lithium battery production conditions.

A large European battery manufacturer sought to improve its laser notching workshop's waste collection equipment to reduce dust residue, minimize explosion risks, and facilitate waste handling while reducing labor costs.
To comprehensively address the client's issues, Villo proactively responded, conducting multiple on-site visits and engaging in detailed discussions with on-site operators and workshop managers. Through repeated dialogue and exploration, the core needs of the client became clear:

Based on the workshop's actual conditions and the client's core needs, Villo designed an efficient waste collection solution using its patented high-efficiency waste compactor, aimed at fundamentally solving the current problems.

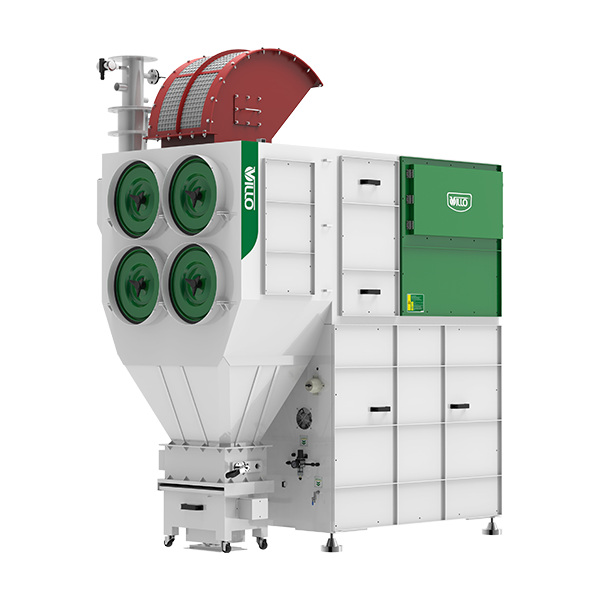
Villo's Waste Compactor, equipped with its own fanpower source, is specifically designed for waste collection, compression and dust removal. Upon entry, waste and dust are effectively separated. The waste is then efficiently collected and compressed into manageable blocks, while the dust undergoes thorough primary and secondary stage filtration, making it suitable for direct discharge (recycled back) into the workshop environment.
The equipment has an integrated fan that actively draws in waste and dust, providing a reliable source of collection power.
Waste and dust are efficiently separated within these paration chamber after entering the equipment. The waste is directed into the compression chamber, and the fine dust moves into the filter chamber, significantly reducing residual dust and enhancing safety.
Utilizing a high-efficiency servo compression module (2.5 times more powerful than standard compressors), waste is compressed into regular-shaped blocks. This efficient compression also minimizes dust residue or dust confinement within the chamber, ensuring safer operation.
Dust undergoes two-stage filtration in the filter chamber, passing through both the PTFE filter element and a HEPA filter. The exhaust air cleanliness can reach Class 10,000 (H13 level or higher filters), making it safe for direct discharge into the workshop.
The high-volume design maximizes the collection ofdust into the collection box, significantly reducing the dust levels within the equipment, thereby enhancing operational safety.
The material separation design greatly reduces the likelihood of waste contamination, increasing its recycling value.
The equipment can operate continuously for 24 hours, reducing downtime and increasing production efficiency.
Equipped with an intelligent operating system, the equipment is easy to control via a PLC control panel, allowing real-time monitoring of equipment status and reducing labor costs.
The separate compartments for waste and dust facilitate the inclusion of inert powder sprayers and flameless venting explosion-proof equipment, greatly enhancing safety.


Villo's high-efficiency compactor significantly enhances production line efficiency and safety by optimizing waste management. The system utilizes patented electric cylinder compression technology to efficiently collect and compress cutting waste from the production line. It is equipped with a collection trolley, making waste collection more convenient. Additionally, intelligent control ensures seamless integration with the main production equipment, enabling automated operation and greatly reducing manual labor costs. The high airflow design maximizes dust collection, significantly reducing dust within the unit and improving safety.
Upon implementation, the system has demonstrated outstanding performance, solving customers' waste management challenges and fully meeting their demands for efficient and safe production.


English
Français
Deutsch
Indonesia
日本語
한국어
แบบไทย
Tiếng Việt